- Todos
- Nome do produto
- Palavras-chave
- Modelo do produto
- Resumo do produto
- Descrição do produto
- Procura de texto completo
 Português
PortuguêsNúmero Browse:0 Autor:Gerard Jiao Publicar Time: 2023-03-09 Origem:https://weibo.com/u/5509071700








Processamento de cabeça de perturbação de barra de aço
1. Princípio de funcionamento do perturbador elétrico
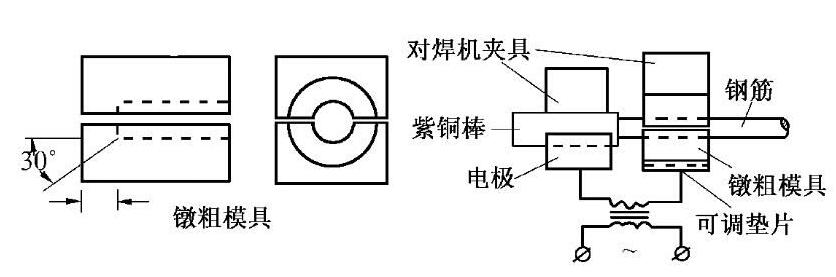
O recalque da barra de aço pode ser dividido em encabeçamento a frio e encabeçamento a quente.Atualmente, o método de perturbação elétrica é comumente usado no canteiro de obras.O recalque elétrico é geralmente realizado na máquina de solda de topo acionada por alavanca.Seu princípio de funcionamento é: depois que a máquina de solda de topo é energizada, a extremidade da barra de aço é aquecida e amolecida através do eletrodo da máquina de solda de topo e a parte superior é pressionada no molde, de modo que a extremidade da barra de aço se forme uma cabeça redonda em forma de lanterna.Na máquina de solda de topo geralmente anexado dois moldes especiais, um é haste de cobre roxa plana;O outro é um molde em forma de sino para prender o vergalhão, que atua como um eletrodo e engrossa a extremidade do vergalhão.
2. Pontos de operação de perturbação elétrica
Antes da operação, a haste de cobre roxa e a matriz de recalque são instaladas na máquina de solda de topo.Depois que a extremidade de recalque da barra de aço é retirada, ela é fixada na matriz, de modo que a face final da barra de aço fique em contato com a barra de cobre e, em seguida, a energia é conectada para aquecimento.Quando a ponta da barra de aço começa a ter plasticidade, a pressão é aplicada até que ela adquira a forma desejada.Após o resfriamento, o acessório é removido para completar o recalque.
3. Principais parâmetros de recalque eletrotérmico de barras de aço
O tempo de inicialização é geralmente de 30 segundos;Quando o diâmetro da barra de aço é de 12 ~ 16 mm, o comprimento de alongamento é de 30 ~ 35 mm.