- Todos
- Nome do produto
- Palavras-chave
- Modelo do produto
- Resumo do produto
- Descrição do produto
- Procura de texto completo
 Português
Português

| Quantidade: | |
|---|---|








| Valor | do parâmetro |
|---|---|
| Hora de ligar | Aproximadamente 30 segundos |
| Diâmetro da barra de aço | 12mm - 16mm |
| Comprimento de alongamento | 30mm - 35mm |
| Tempo de aquecimento | 10s - 15s |
| Tensão | 380V ou personalizado |
| Freqüência | 50Hz ou 60Hz |
| Tipo de molde | Haste plana de cobre roxo, molde em forma de sino |
| Potência da máquina | 15 kW - 30 kW |
| Tempo de resfriamento | 5 minutos |
| Comprimento máximo da barra de aço | 2.000 mm |
| Força de pressão | 50kN - 100kN |
| Temperatura operacional | -10°C a 50°C |
| Dimensões da Máquina | 1500 mm x 800 mm x 1200 mm |
| Peso | 600kg - 1200kg |
| Recursos de segurança | Proteção contra sobrecarga, botão de parada de emergência |
A máquina de cabeçote em linha econômica para tensionamento é uma solução confiável e de alto desempenho projetada para aplicações de recalque e tensionamento de barras de aço. Esta máquina é ideal para canteiros de obras que exigem modelagem precisa de extremidades de barras de aço, com recursos que aumentam a produtividade e garantem durabilidade a longo prazo.
Alimentado por um motor robusto de 15kW a 30kW, utiliza perturbação elétrica para aquecer e amolecer as pontas das barras de aço, formando uma cabeça redonda em forma de lanterna com alta precisão. A máquina opera com uma tensão de 380 V, ou uma tensão personalizada, e suporta frequências de 50 Hz e 60 Hz para atender a diversas necessidades operacionais. Os moldes especializados da máquina - haste plana de cobre roxo e molde em forma de sino - são projetados para fixar e moldar barras de aço de maneira eficaz, com um tempo de aquecimento de apenas 10 a 15 segundos.
Com diâmetro de barra de aço de 12 mm a 16 mm, a máquina permite um comprimento de alongamento de 30 mm a 35 mm. O tempo de inicialização é normalmente de 30 segundos, garantindo eficiência no processamento de barras de aço. A máquina está equipada com recursos de segurança, como proteção contra sobrecarga e um botão de parada de emergência, para garantir uma operação segura e confiável em vários ambientes.
Ele é construído para aplicações pesadas, capaz de manusear barras de aço de até 2.000 mm de comprimento e aplicar forças de pressão que variam de 50kN a 100kN. A máquina opera em temperaturas entre -10°C e 50°C e oferece um tempo de resfriamento de apenas 5 minutos, permitindo um rápido retorno durante a produção.
Esteja você trabalhando em projetos de construção de grande escala ou em tarefas menores de processamento de barras de aço, a Máquina de cabeçote em linha econômica para tensionamento fornece uma solução econômica para obter precisão e eficiência no recalque de barras de aço.
Oferece opções de cabeçote a frio e a quente, sendo comumente usado o recalque elétrico.
Usa máquinas de solda de topo acionadas por alavanca para perturbação elétrica eficiente.
Equipado com dois moldes especializados: uma haste plana de cobre roxo e um molde em forma de sino.
Forma cabeças redondas em forma de lanterna aquecendo e suavizando as extremidades das barras de aço.
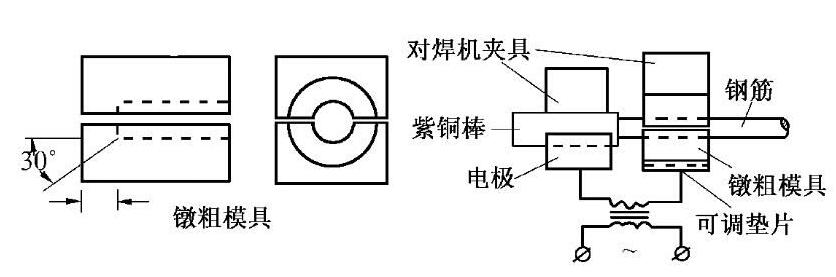
1. Princípio de funcionamento da perturbação elétrica
O desmonte da barra de aço pode ser dividido em descabeçamento a frio e descabeçamento a quente. Atualmente, o método de perturbação elétrica é comumente usado em canteiros de obras. A perturbação elétrica é geralmente realizada na máquina de solda de topo acionada por alavanca. Seu princípio de funcionamento é: depois que a máquina de solda é energizada, a extremidade da barra de aço é aquecida e
amolecido através do eletrodo da máquina de solda de topo, e a parte superior é pressionada no molde, de modo que a extremidade da barra de aço forma uma cabeça redonda em forma de lanterna. Na máquina de solda, mas geralmente são anexados dois moldes especiais, um é uma haste de cobre roxa plana; O outro é um molde em forma de sino para fixação do vergalhão, que atua como eletrodo e engrossa a extremidade do vergalhão.
2. Pontos de operação de perturbação elétrica
Antes da operação, a haste de cobre roxa e a matriz perturbadora são instaladas na máquina de solda de topo. Depois que a extremidade da barra de aço é removida, ela é acampada na matriz, de modo que a face final da barra de aço fique em contato com a barra de cobre, e então a energia é conectada para aquecimento. quando a extremidade da barra de aço começa a ter plasticidade, a pressão é aplicada até que ela atinja o formato desejado. Após o resfriamento, o acessório é removido para completar o recalque.
3. Principais parâmetros de recalque eletrotérmico de barras de aço
O tempo de inicialização é geralmente de 30s. Quando o diâmetro da barra de aço é de 12 ~ 16 mm, o comprimento de alongamento é de 30 ~ 35 mm.













